

智能制造系统介绍
该系统主要包括立库系统、AGV调度系统、机加工系统、检测与打标工作站以及仿真系统,并通过MES系统平台集中贯通实现计划管理、任务下发、产品追溯等功能。
该系统由自动化堆垛机、货架、PDA、扫码枪等硬件组成。立库系统将对物料进行集中管理,分为原料库与成品库,实现物料的自动出入库操作。可通过扫码枪扫描物料编码,进而对物料进行追溯。
自动化堆垛机:支持300*300mm托盘;支持与AGV小车协调自动化出入库;
堆垛机触摸屏及控制柜:支持手动、半自动、自动模式;
PDA:对托盘扫码查询工单信息;
扫码枪:对托盘扫码入库绑定托盘编号;

图 立体库单元
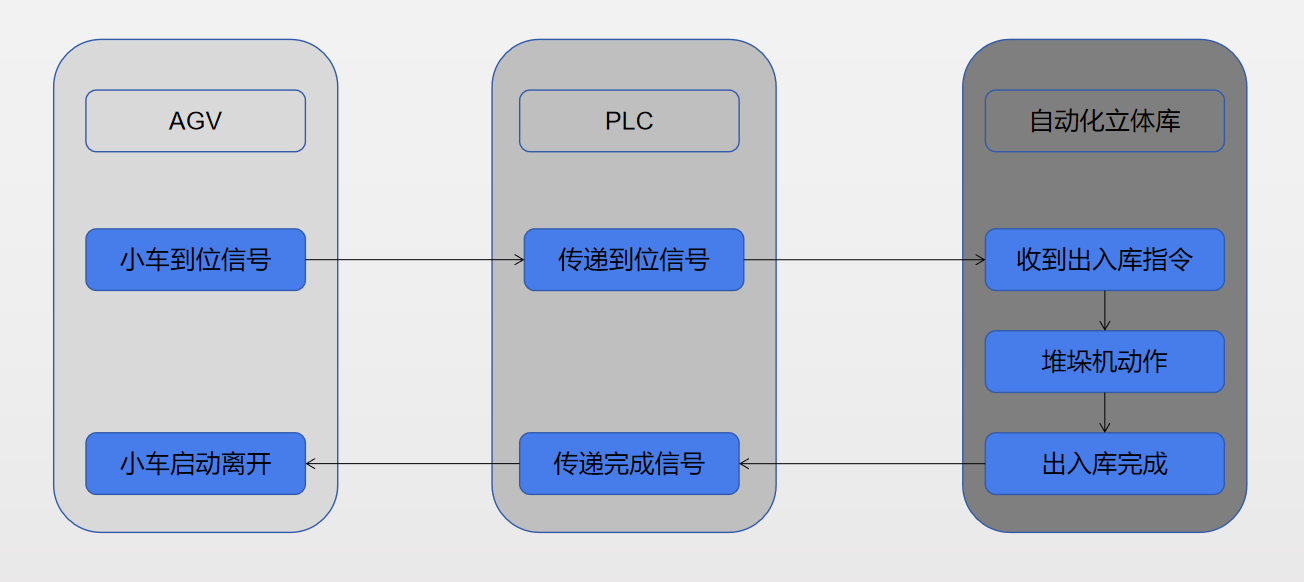
图 立体库集成
教学课程实训点:
自动化立体库系统原理与基本原理;
三菱PLC编程基础;
MCGS触摸屏编程基础;
立体库堆垛机运行逻辑编程;
与AGV小车的出入库逻辑控制与网络通信:
PDA与扫码枪在工业场景中的应用。
该系统包括AGV小车及其调度软件,可实现AGV对物料的自动输送功能,通过对小车移动路径的规划以及物料加工点的精确定位,可实现通过AGV对物料的全场输送。
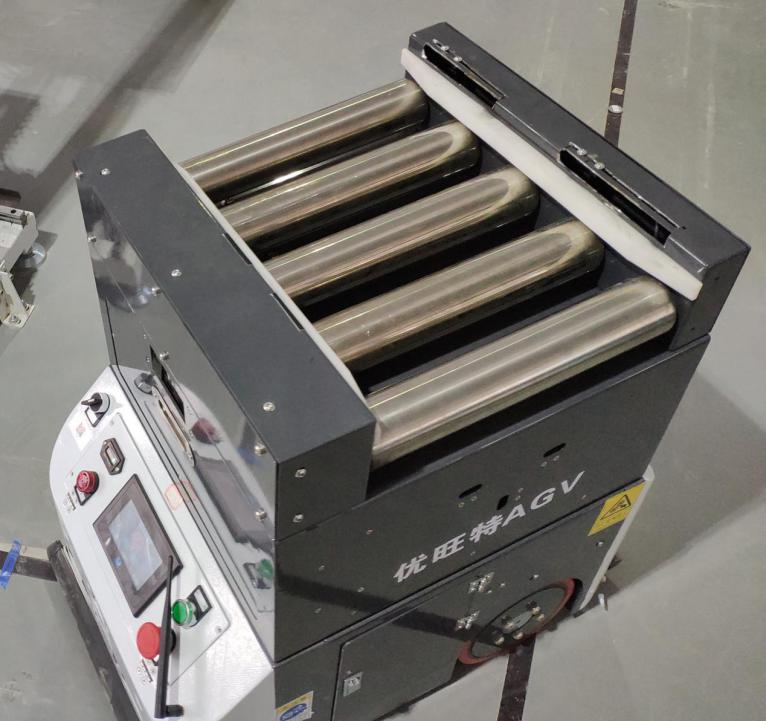
图 AGV小车
AGV小车支持通过标准网络通信协议受PLC调度控制。
序号 | 名称 | 变量名 | 类型 | 数值 | 对应AGVmodbus地址 |
1 | AGV模式 | AGVMode | ushort | 0\1\2 | 400001 |
2 | 终点位置 | AGVTargetPosition | ushort | 0\1\2\3\4\5\6\7 | 400002 |
3 | 起始位置 | AGVPreviousPosition | ushort | 0\1\2\3\4\5\6\7 | 400003 |
4 | 急停通知 | AGVUrgentStop | ushort | 0\1 | 400004 |
12 | 车床AGV到达就位信号 | LatheAGVArrived | ushort | 0\1 | 400012 |
13 | 车床AGV交接完成信号 | LatheAGVDone | ushort | 0\1 | 400013 |
19 | AGV状态 | AGVStatus | ushort | 0\1\2\3 | 400019 |
20 | AGV任务状态 | AGVMissionStatus | ushort | 0\1\2\3 | 400020 |
图 AGV小车通信协议
教学课程实训点:
AGV小车结构组成与基本原理;
AGV手动控制与使用保养;
AGV与PLC网络控制与通信。
机加工工作站按照全国智能制造大赛模式建设,包括一台车床、一台铣床、RFID料架、一套机床在线监测设备以及一台六轴机器人及其配套地轨,软硬件支持竞赛标准流程练习与操作。
该工作站有两套标准控制程序,可以在车间整体生产流程和竞赛模拟实训流程之间相互切换。
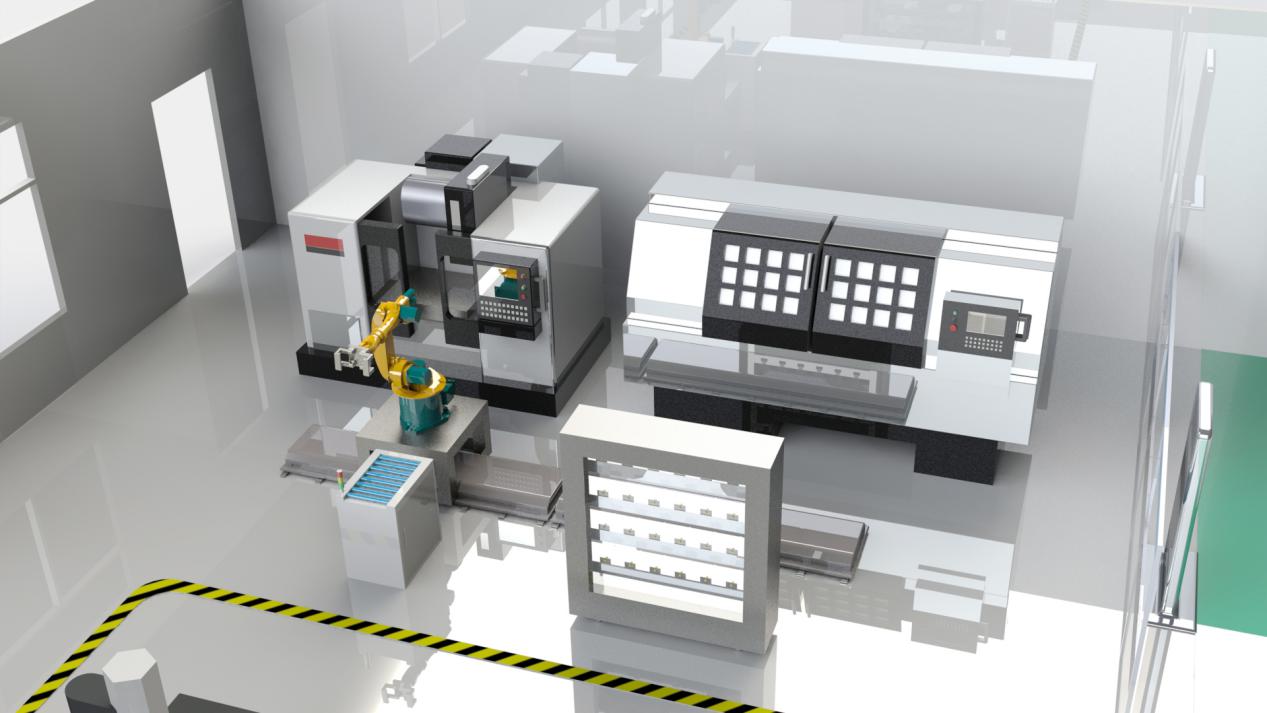
图 机加工工作站
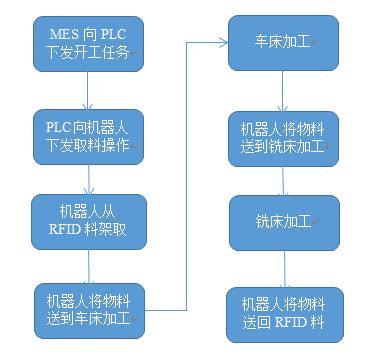
图 机床自动化集成
教学课程实训点:
机器人与PLC网络控制与通信:
机器人与AGV货物交接逻辑控制与通信:
Fanuc机器人编程基础与用户坐标系的应用;
机器人与机床自动化上下料课题实训;
机器人与RFID料架上下料课题实训;
全国智能制造竞赛流程实训。
该工作站包括六轴机器人、滚筒线、自动化影像测量仪、激光打标机等硬件。经过机加工的物料将在此通过自动化影像检测仪进行检测,检测合格将进行自动化打标。打标内容为物料的批次号或自定义打标内容。
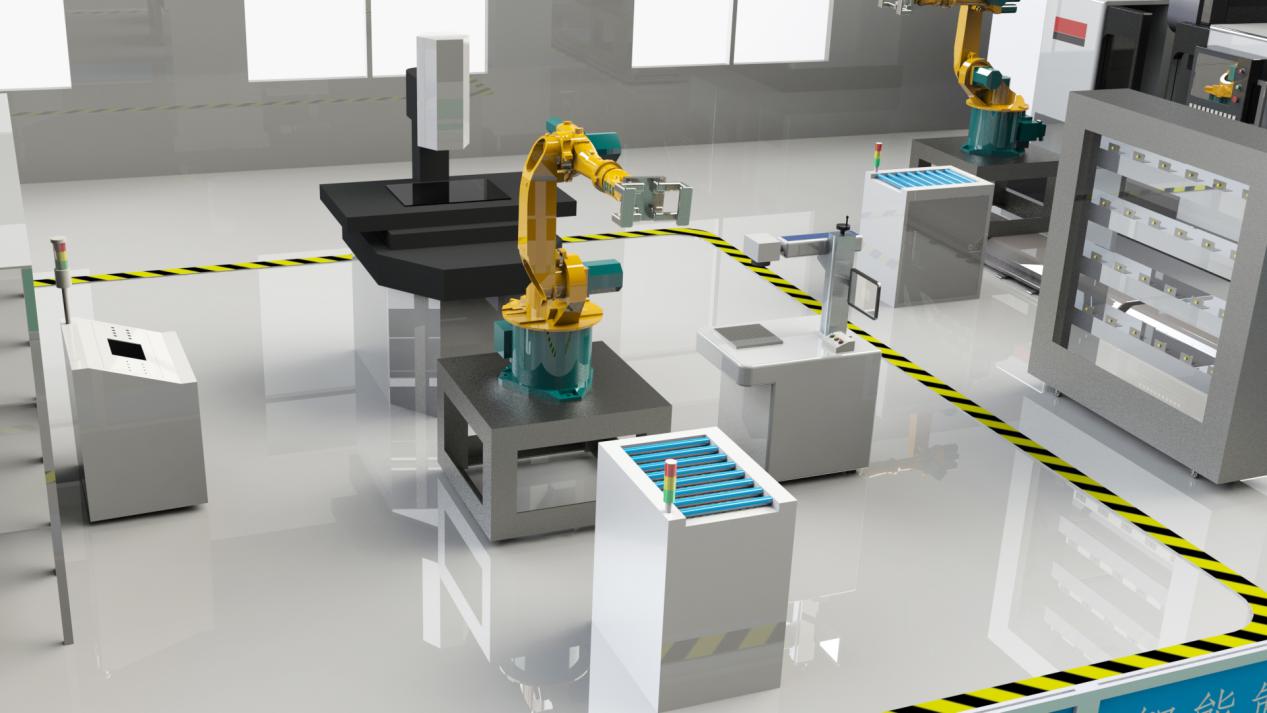
图 自动化检测与打标工作站
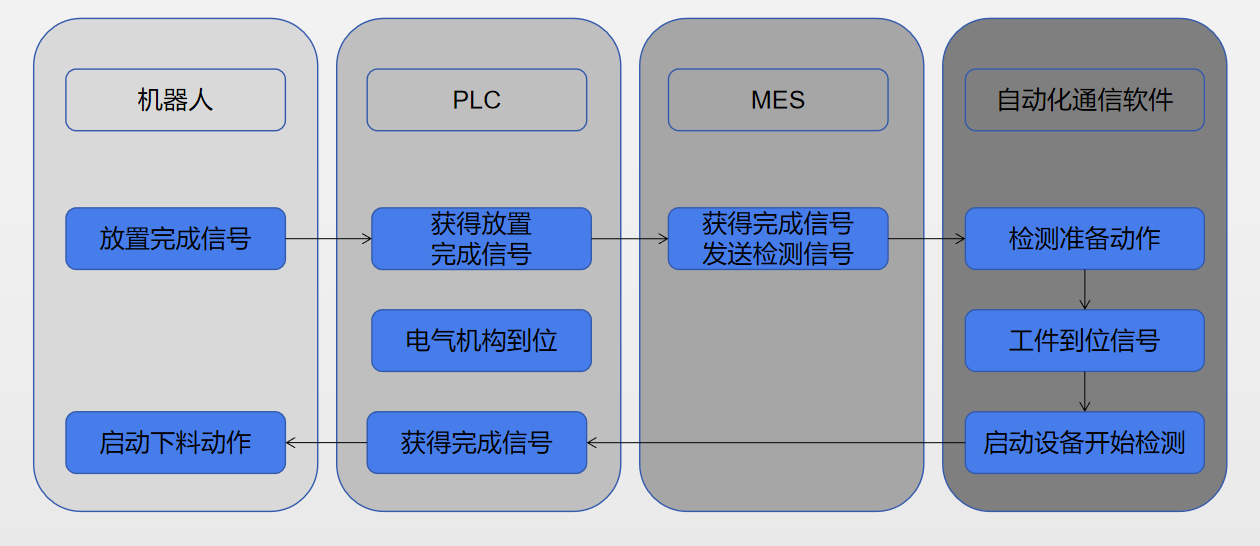
图 检测工作站集成
该平台包括PLC控制器、HMI触摸屏等硬件。

图PLC控制器

图 触摸屏
本方案的电控系统内PLC采用接分线器连接,学生可以自己编写程序和连线。具有接地保护、断电保护、漏电保护功能,安全性符合相关的国标标准。能够与MES系统联合通讯,为整个系统提供控制通讯的桥梁。
其中输入输出单元采用西门子的数字扩展模块SM1223,每区域单独一套。连接线缆阻抗:50欧姆接头形式:N型阳头-N型阳头长度:200米。
PLC与其他系统的通信方案如下图:
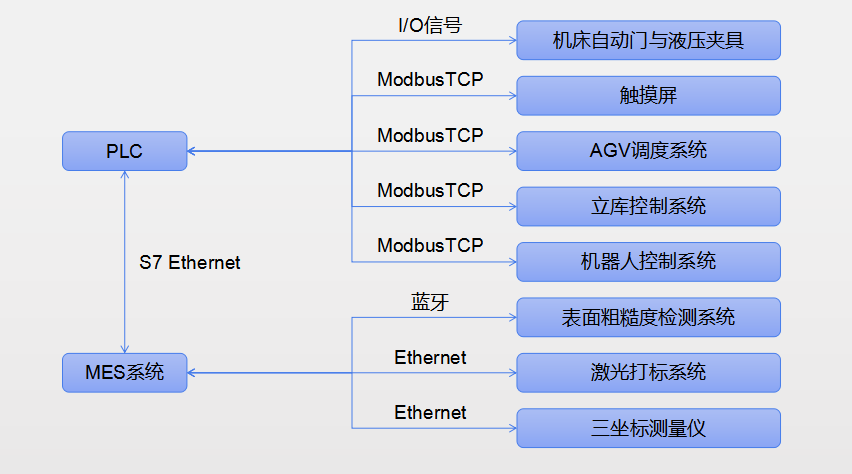
图 PLC通信方案
PLC通过数字输入获得机床开关门、夹具的传感器信号,通过模拟量输入获得液压夹具的压力反馈信号。
PLC作为ModbusTCP的Master端与触摸屏、AGV调度系统、立库控制系统、机器人控制系统的Slave端进行通信。具体实现以下功能:
PLC接收触摸屏的组态程序的启动、停止信号,反馈各设备的状态和参数信息;
PLC从AGV调度系统获得AGV的实时状态和位置,给AGV下达移动和停止指令;
PLC通知立库系统进行上料和下料工作,并获得立库的仓储信息;
PLC与机器人相互协作,完成从机床、AGV小车之间的工件上下料任务,以及机器人在自动化影像测量平台、激光打标平台三者之间的工件搬运工作。
通过ModbusTCP协议,PLC与MES系统交换关于激光打标系统、自动化影像测量仪进行通信,由MES系统根据各设备接口采集相关信息再转发给PLC控制器。具体实现以下功能:
PLC获得机器人将工件放置于自动化影像测量台的成功信号后,通过MES系统,通知自动化影像测量仪开始测量,并由MES系统分析测量仪的结果,反馈质检结果给PLC;
PLC获得机器人将工件放置于自动化影像测量台的成功信号后,通过MES系统,通知激光打标机开始接受打标内容进行打标,打标完成后告知PLC。
PLC获得上述的各种信号后,通知相应的机器人完成后续搬运动作,并通知MES系统实时工单处理进度。PLC控制器与MES系统实时交换以下数据:
工单编号列表、当前处理工单编号;
当前工单:生产进度、工件类型、原料库库位、成品库库位、自动化影像检测结果、激光打标编号、车床加工代码编号、加工中心加工代码编号;
实时状态:机器人实时状态、AGV实时状态与位置、车床实时状态、加工中心实时状态、立体库实时信息、自动化影像测量系统实时信息、激光打标机实时信息。
该系统包括基础建模、电子工单、文档发放、仓库管理等软件模块。
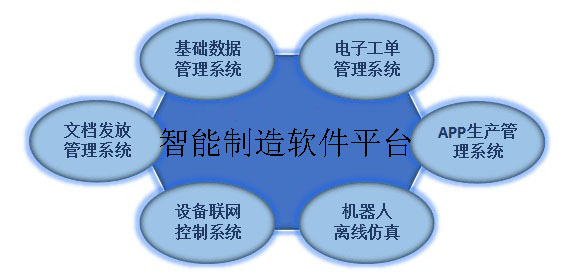
图 软件结构
柔性化建设,工厂建模和流程建模可根据不同任务、不同工作进行不同形式的设定,以支持多种任务的完成。通过工厂建模,可以设定任务执行车间以及班组,包括每个班组的任务等,不同的任务由不同的车间班组来执行。
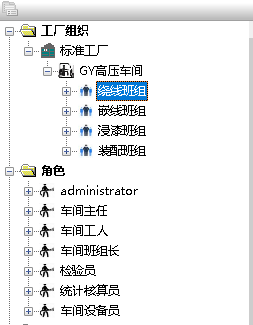
图 工厂建模
CNC卡盘、机械手卡具和物流托盘均采用模块化设计,针对不同的任务和工作可以进行调整。当工作任务的内容发生变化时,可对工厂建模以及流程建模做出相应的调整,为机械手更换卡具,以及为物流托盘进行更换。
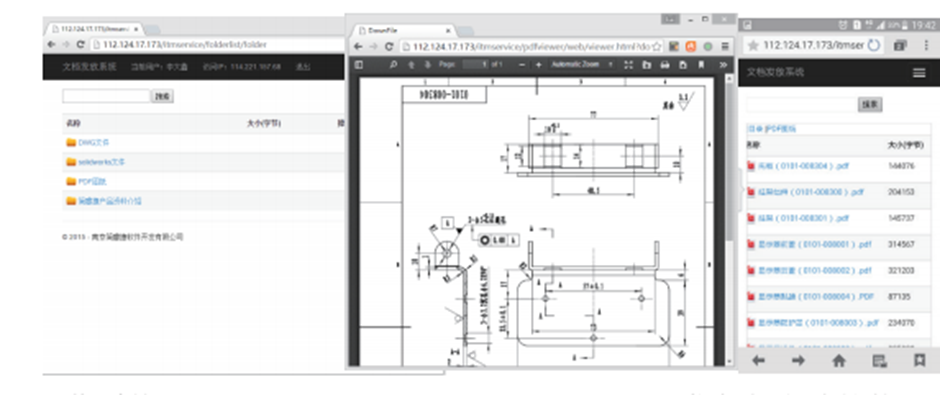
针对不同的工作内容,通过文档发放系统,调用不同的图纸及机加工代码进行操作,进而实现对不同工作任务的执行,实现柔性化制造。
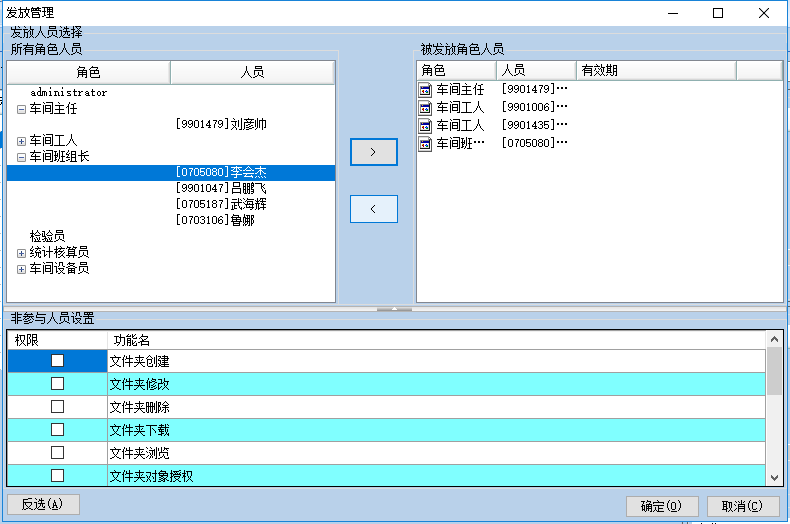
图 文档发放系统发放技术文档
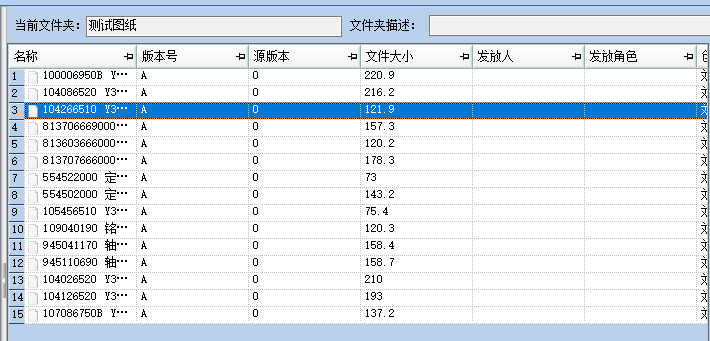
图 技术文件列表
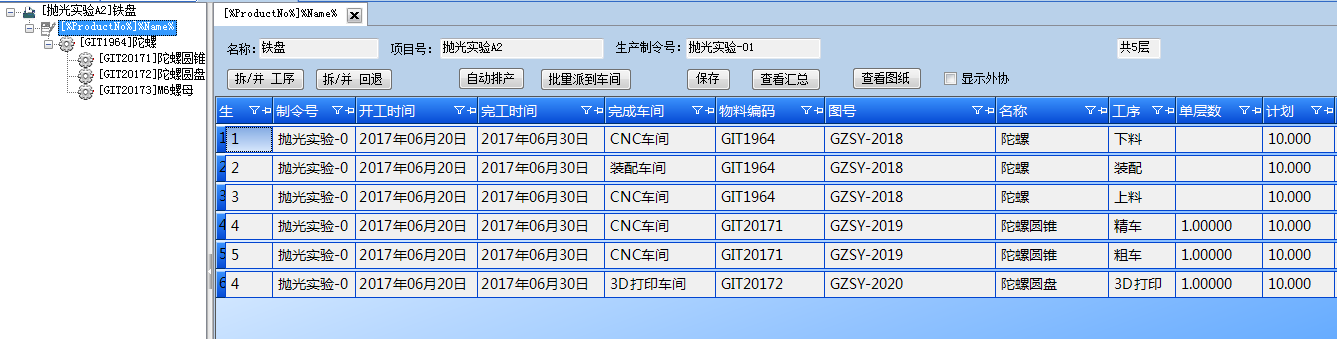
产能排产:根据产能计划进行排产,综合考虑企业的能力和设备的前提下,在物料数量一定的情况下,安排各生产任务的生产顺序,优化生产顺序,优化选择生产设备,使得减少等待时间,平衡各机器和工人的生产负荷,从而优化产能,提高生产效率。产能排产有顺排和倒排两种方式。
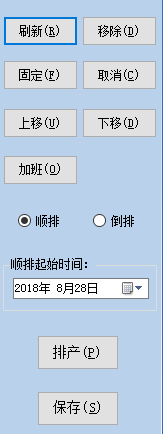
图 产能排产
图 产能排产结果
计划排程:按照生产订单的计划,及订单计划的优先级以及工序的优先级(可在创建订单及工序时自行设置)进行工单的派发。具有两种派发方式:节拍排程和交货期排程。节拍排产可以定义一个节拍为半天、一天、一天半或两天,并设定结束日期。计划提交后,将按照此节拍,并在结束日期前完成任务。另一种派工方式为交货期排程,通过设定开始开始时间和结束时间进行派工,系统将自动将工作量均分在这几天中,在规定时间内完成任务,确保任务不会逾期。
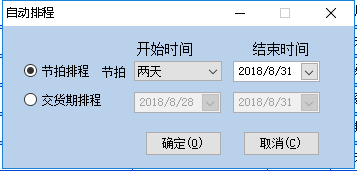
图 节拍排程
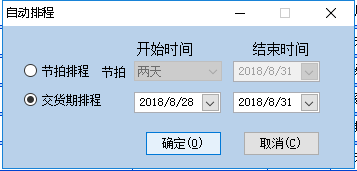
图 交货期排程
按历史派工:如果有相同的曾做过的操作工序,按历史派工可以按照历史记录进行复制,自动派发到相应的车间班组。

图 按历史派工
通过每一台自动化设备的接口,将所有自动化设备连接在MES系统中,由MES系统统一进行管理,包括任务的下发、设备数据的采集以及调度等工作。MES系统可对生产车间的所有自动化设备进行管控,包括CNC、自动化立体仓库、AGV小车、自动化影像测量仪、表面粗糙度测量仪、激光打标机等设备,都可通过MES系统直接对其进行任务的下达以及状态监控、数据采集等工作。通过下达不同的指令,使智能制造车间内的设备实现对多种工作内容的完成。整个生产车间融为一体,相互协作,所有数据集中式管控,任务统一下达,犹如一支军队,MES系统为军队的指挥官,所有自动化设备为士兵,指挥官统一指挥,下达任务,士兵及时完成任务,并将完成情况反馈给指挥官统一管理,井然有序,目的明确,效率高、质量好,达到聚合互联的效果。
通过信息化系统集成,可以生产计划以及实时的任务信息,设备数据进行采集,并通过看板进行展示,可直观的对整个生产车间的生产任务进行管理以及监控。
图 车间大屏看板
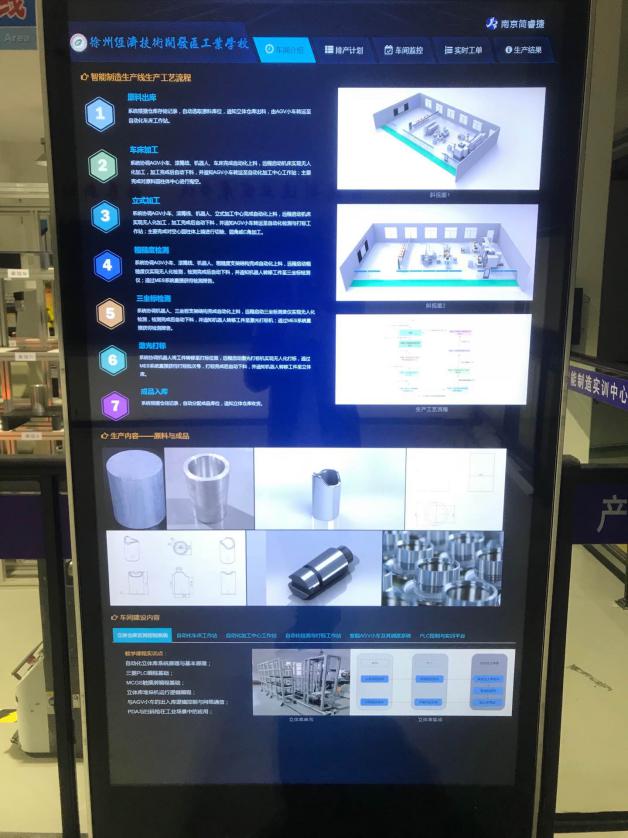

图 大屏数据展示
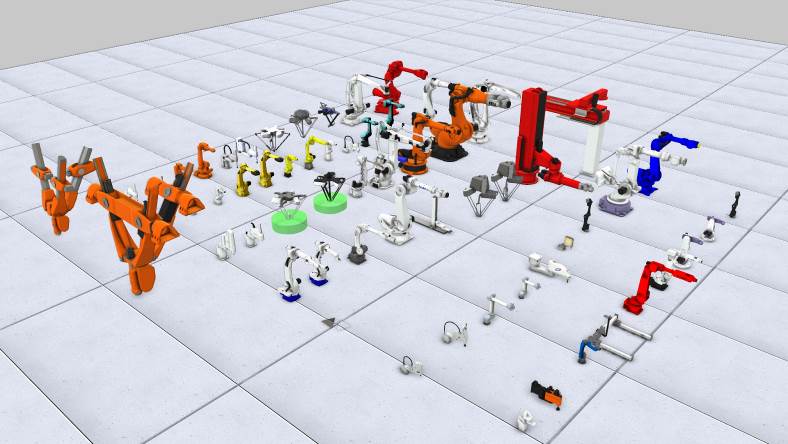
为实现对智能工厂全面学习的教学需求,帮助学校提高对学生教学的便捷性以及真实性,我们将为每一个项目提供满足智能制造大赛需求的机器人仿真系统,实现对生产进行全模拟仿真训练以及在线编程。可支持包括ABB、FANUC、Yamaha、KUKA、Epson、Panasonic等多种主流品牌的工业机器人模型库、AGV、传送带、数控机床等仿真模型。
仿真系统具有如下功能:
人机工程功能:把人、机、环境系统作为仿真对象,充分考虑人和机器的特征与功能,合理分配人和机器承担的操作职能,使之相互协调配合,达到生产和工作的最佳效果;
物理仿真功能:可以创建包含物理规律的虚拟环境,能模拟仿真现实生活中的物理现象,如:重力、弹性碰撞等。仿真运动物体所具有的密度、质量、速度、加速度、旋转角速度、冲量等各种现实的物理动力学属性。在发生碰撞、摩擦、受力的运动模拟中,不同的动力学属性能得到不同的运动效果;
便捷操作布局:具有便捷的操作方式与布局,通过简单的拖曳操作即可轻松布局,可以快速进行复杂的大型智能工厂或智能生产线的虚拟仿真设计,包括工业机器人、AGV、数控机床、滑轨与变位机、传送带等仿真布局方案;
海量仿真功能:具备轻量化的仿真设计,通常一个智能工厂的组件大约在 5万到 10万个(不含重复组件),大量重复使用的模型可以参数化并形成组件库,可以更快捷的变更组件和规划布局,大幅减少工程师CAD建模和增加运动算法的时间,可同时提供上百台加工中心、工业机器人及物流线的海量的数据仿真的处理能力,包含不少于4-6轴机床、6关节工业机器人、双臂机器人、Delta、SCARA等各种结构以及耦合好的各种滑轨与变位机的联动仿真。
布局优化分析功能:拥有智能布局优化功能,通过各个环节的数据导出进行对比,寻找出更优化的工厂布局方案。实时的统计和报告工具,方便快速比较不同参数布局方案的成本效益分析、单站设备分析、全线产能分析
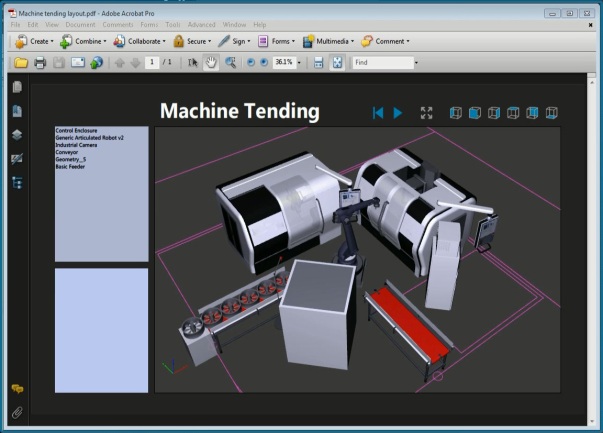
数据导出功能:将构建的智能制造仿真布局通过图像、PDF、视频等多种形式进行导出,包含不少于PDF、3DS、PDB、DWG、DXF、STL、OBJ、PNG、JPG、AVI、MP4、MOV等格式,通过交互式三维动态的PDF通用格式的文件导出,可便捷地查看仿真规划布局的动画效果;
离线编程功能:仿真系统所导出工业机器人运动轨迹程序与实际工业机器人运行轨迹完全一致,实现离线编程的基本功能;
本系统展现工业车间管理体验全过程,着重模拟企业设计、生产过程的实际过程,以完整复刻的方式向学生给予全面而有深度的体验与认知MES系统的内涵。
根据学生专业的不同,教学业务流程分为两类。
第一类是工业管理类学科,着重引导学生体验工业4.0的现实车间管理体系,进行工业4.0体验课程教学。
第二类是自动化技术类学科,着重引导学生学习工业4.0的先进智能化技术,进行工业4.0技术实践教学。
工业4.0智能制造体验课程以如下步骤进行:
由导师进行立项,确定项目目标。由学生模拟工厂内部各部门职责,模拟各个岗位的生产任务,分别完成生产制造的各个过程。
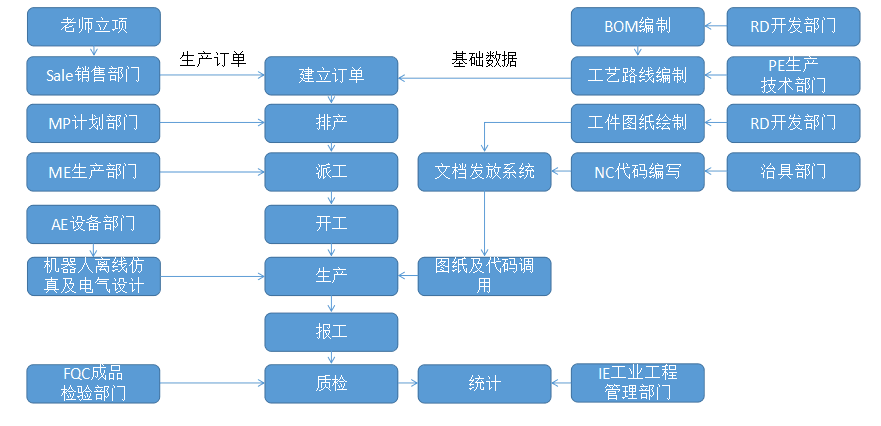
图 MES体验全过程流程图
新建订单:模拟销售人员进行新增订单的操作;
根据立项要求,按照实际企业接受订单的情形,模拟销售业务员在营销计划页面,建立新的项目订单。项目订单中应设定销售单号、项目号、项目名、物料号、需求数量、客户、交付日期等信息,标明实验名称等相关的基本数据。
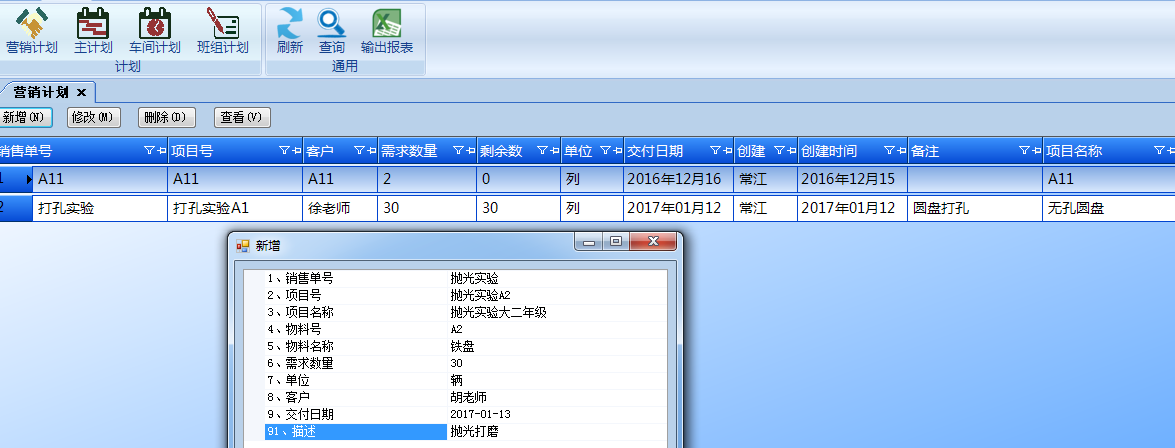
图 营销计划
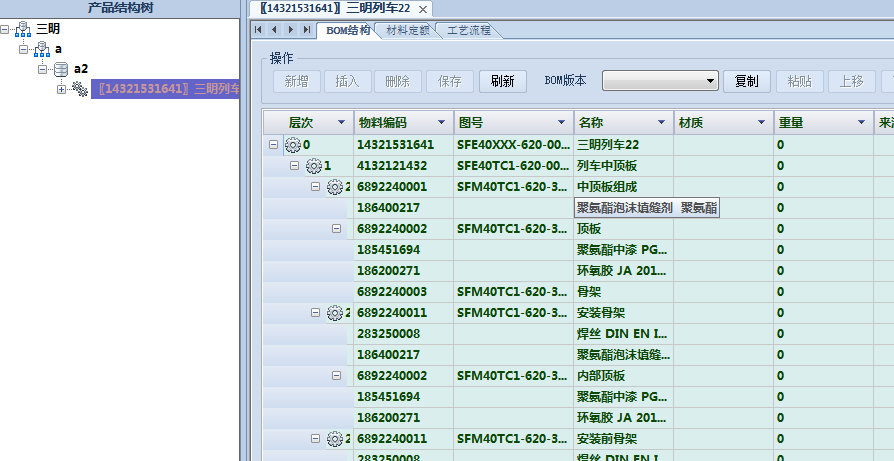
BOM编制:模拟RD开发部门与PE生产技术部门进行BOM及工艺设计;
根据订单要求,学生模拟工厂开发部门与生产技术部门的人员,分析产品的结构组成,编写各组件的编码,从而形成BOM图表;分析可行的生产过程,从而形成工艺流程。使用快速工艺系统,录入产品BOM与工艺流程,完成产品的整体设计。
图纸绘制编制:模拟RD开发部门进行产品的设计与开发过程;
根据产品的设计,学生模拟工厂的技术部门,结合CAM/CAPP软件系统具体设计每个零件。选定工件材料,绘制工件、夹具、托盘图纸,最终上传图纸至文档管理系统。
制定生产计划:模拟MP计划部门制定生产计划;
根据销售业务下达的合同订单,由学生模拟工厂计划部门的调度员,进行周计划或者月计划的安排。调度员确认各生产任务的优先级,然后在主计划页面,将各生产任务的各道工序按交货期要求分配给各车间。
开工:模拟生产人员进行工单开工;
根据班组长下发的个人任务清单,学生模拟班加工人员,选择生产优先级最高的工单,开始当天的加工任务。开工方式可以选择扫码开工,或由自动化设备自动开工。

报工:模拟生产人员进行工单报工;
本项目由自动化设备自动报工。
同时支持根据已开工的个人工单实际完成情况,学生模拟班加工人员,选择当前完成的工单,输入加工完成的个数,完成工单报工的操作,由系统记录完成工单时间。

质检:模拟质检人员进行产品质检;
在本项目中,系统根据表面粗糙度测量仪、自动化影像测量仪提供的检测结果自动提交质检表单,并输出结果到质检大屏展示页面。
同时支持手动填写质检工单。根据产品生产完成情况,学生可以模拟质检员进行产品质量人工检测,并提交表单。

我们将我每一个客户提供配套的教学资源,包括教材、题库、PPT,以及企业建设案例分析材料,来方便学校进行教学及培训。并且提供对老师的专业项目培训计划。



文件下载:
关联文件:


主办:广西壮族自治区教育厅 地址:广西南宁市竹溪大道69号 电话:0771-5815000
 桂公网安备 45010302002053号
政府网站标识码:4500000109 桂JS200601-36
桂ICP备05007544号
桂公网安备 45010302002053号
政府网站标识码:4500000109 桂JS200601-36
桂ICP备05007544号





